System Overview
The WK-CeraCAT ceramic catalytic filter ultra-low emission integrated system is a ceramic integrated industrial kiln flue gas ultra-low purification system that integrates denitrification, desulfurization, defluorination, dust removal, alkali and heavy metal removal through the core element multi tube bundle system.
The successful application of this technology not only solves the technical problem of high concentration NOx, high concentration SO₂, H₂S, HF and other acidic components in industrial kiln flue gas that are difficult to achieve ultra-low emissions, but also overcomes technical bottlenecks such as catalyst poisoning and activity reduction caused by high alkali and heavy metal content in smoke, and effectively solves the conditioning of viscous flue gas conditions, ensuring the long-term stable operation of the integrated system.
Multi-Pollutant
Integrated removal
Ultra-Low Emission
much lower than emission standard
Long-term Stability
5+ years lifespan
Key Features
Integrated Design
A single section can simultaneously complete desulfurization, denitrification, dust removal, and removal of pollutants such as dioxins, reducing the footprint by more than 50%.
Ultra Low Emission
Achieve over 99% removal efficiency of various pollutants, with the highest achievable near zero ultra-low emissions.
Low Cost
Combined with high-strength and low resistance ceramic filter tubes, it is more energy-efficient than traditional processes. Operating cost is 60-70% of traditional processes.
Technology Core
Based on the independently developed WK CeraCAT ceramic catalytic filter technology, the company has launched a globally leading ceramic integrated flue gas treatment system, which achieves collaborative treatment of multiple pollutants such as desulfurization, denitrification, defluorination, and dust removal, achieving ultra-low emissions.
Combined with artificial intelligence algorithms, it accurately denitrifies and effectively controls ammonia escape. The core component is the ceramic catalytic filter tube, made of ceramic fiber and formed through centrifugal fabric technology, deeply impregnated with SCR catalyst using nano impregnation technology.
Process Flow
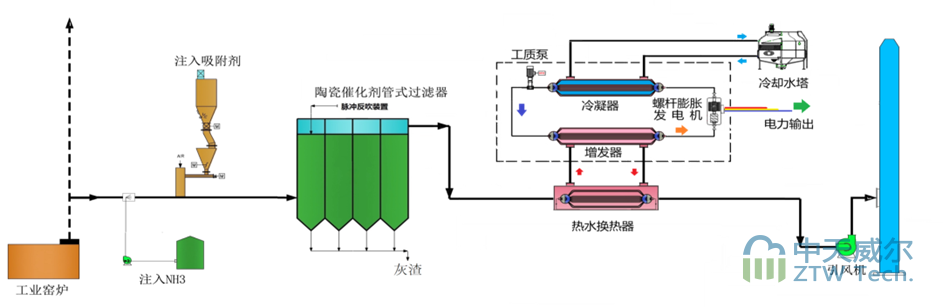
The system consists of an adsorbent powder spraying unit, a reducing agent ammonia spraying unit, a conditioning tower unit, a ceramic catalyst filter tube reaction kettle unit, a waste ash treatment unit, a flue system, a control unit, and auxiliary units.
1 Pre-treatment Stage
Conditioning tower unit: Pre-removes acidic substances and viscous substances in flue gas, ensures uniform mixing with lime powder.
Adsorbent powder spraying unit: Uses Ca(OH)₂ (mesh ≥300, purity>90%, moisture<0.8%) as desulfurizer with high-precision metering injection.
Static mixing unit: Uniformly mixes flue gas with adsorbent and ammonia gas.
2 Collaborative Treatment
Reducing agent ammonia spraying unit: Uses 20% ammonia water with efficient atomization device for maximum denitrification effect.
Ceramic catalyst filter tube reaction kettle device (Core link): Based on German design concept with smooth flue gas flow simulation, ensuring uniform distribution and high efficiency.
3 Waste Ash Treatment
Backblowing and dust cleaning: Intelligent algorithms optimize blowback parameters, improve calcium hydroxide powder utilization.
Dust collection and pneumatic conveying: Concentrated dust collection and transport to waste bin, ensuring clean environment.
Additional Units
Flue Unit
Minimizes pressure drop, optimizes layout with guide plates.
Control Unit
DCS control system with centralized monitoring and control.
Workflow
Reaction Mechanism
Ceramic catalyst tube filters can be implemented in a single device to simultaneously remove sulfur oxides, nitrogen oxides, hydrogen chloride, hydrogen fluoride, dust, and dioxins.
Desulfurization & Acid Removal
SO₂ + Ca(OH)₂ = CaSO₃ + H₂O
CaSO₃ + ½ O₂ = CaSO₄
SO₃ + Ca(OH)₂ = CaSO₄ + H₂O
2HCl + Ca(OH)₂ = CaCl₂ + 2H₂O
2HF + Ca(OH)₂ = CaF₂ + 2H₂O
Denitrification
4NO + 4NH₃ + O₂ = 4N₂ + 6H₂O
2NO₂ + 4NH₃ + O₂ = 3N₂ + 6H₂O
Using NH₃ or urea as reducing agent through 20mm catalytic layer with high removal rate and low NH₃ escape.
Dioxin Removal
The entire process of decomposing dioxin compounds can be completed in one step in the reaction vessel without the need for reactants, solid waste disposal, or subsequent treatment.
System Features
Efficient Dust Removal
Suitable for 200-1000°C, up to 99% efficiency. Completely replaces electrostatic precipitator and bag filter technology.
Efficient NOx Removal
Solves catalyst blockage and poisoning from smoke and dust in SCR/SNCR, greatly improving denitrification efficiency and catalyst lifespan.
Efficient SOx Removal
Solves low efficiency of traditional dry desulfurization, high solid waste, secondary pollution of wet desulfurization wastewater, and white smoke emissions.
High System Reliability
Multi-chamber design enables non-stop maintenance, online catalyst activation, and single-chamber isolated catalyst regeneration control mode.
Minimized Operational Costs
Non-stop maintenance, with isolated regeneration—eliminating production downtime and preventing blockage and poisoning.
Compact Spatial Footprint
With a single compact unit, it reduces installation area, making it ideal for space-constrained facilities.
Industry Applications
Glass Furnace
Industrial Boiler
Coking Industry
Waste Incineration
Steel Industry
High-fluorine Industry
Biomass Power
Other Kilns
Performance Statistics
Removal Rate
Over 99% removal rate for various pollutants
Space Saving
Reduces footprint by at least 50% compared to traditional processes
Cost Reduction
Reduces operation and maintenance costs by 60-70%
Process Comparison
Ceramic Integration vs. Traditional Process
| Parameter | Traditional Medium Temp SCR | Ceramic Integrated Process |
|---|---|---|
| Process Flow | Kiln flue gas + electrostatic precipitator + medium temperature SCR denitration + desulfurization tower + bag filter | Kiln flue gas + dry conditioning + ceramic catalyst sulfur and nitrate dust integrated reaction kettle |
| Purification Target | Desulfurization, denitrification, and dust removal | Desulfurization, denitrification, defluorination, dehydrochlorination, dioxin removal, dust removal |
| Denitrification Efficiency | ≤85% | ≥95% |
| Dust Removal Efficiency | Medium-High, ≥20mg/Nm³ | High, ≤5mg/Nm³ (Typical: 2mg/Nm³) |
| Improvement Potential | Unable to adapt to future standards | Can be upgraded to ultra-low emissions |
| Operational Stability | Complex system, poor stability | Simple system, high reliability |
| Catalyst Lifespan | 2-3 years (frequent activation needed) | 8+ years (international cases) |
| Pressure Drop | High | Low, ≤2500Pa (Typical: 1500Pa) |
| Operating Costs | High | Low (60-70% of traditional) |
| Investment Cost | Medium | A bit high |
| Reaction Temperature | 350-420°C | ≥200°C |
| Floor Area | Big | Small |
Ready for Ultra-Low Emission Solutions?
Contact us for a detailed analysis of your flue gas conditions and a custom ceramic integrated system proposal.